
- ���g����
Z400��ĥ�ӹ����Ӝy���xʹ���f��
2025-01-03 13:37:34 ��Դ�������������g�_�l�^�P�Z�x������˾
Z400��ĥ��ĥ�ӹ��������x����������D�Q��ZHS-AH�����É��s�՚�͚⇊�쌢С�ߴ�׃���D�Q�����̖ݔ�����b�á�������x�Ĝy�^�������ã�늄����x�����c�����ٶȿ�,�܉�ݔ����N��̖��ԓ�b�ú�Z400/600���Ӝy�����ƃx���ʹ�ã���������ĥ���C��z�y���I��
һ��ĥ�ӹ����Ӝy���x��Ӝy���Ę�����Ҫ�������Ɔ�Ԫ������D�Q�����{�����M�Լ�����ȡ�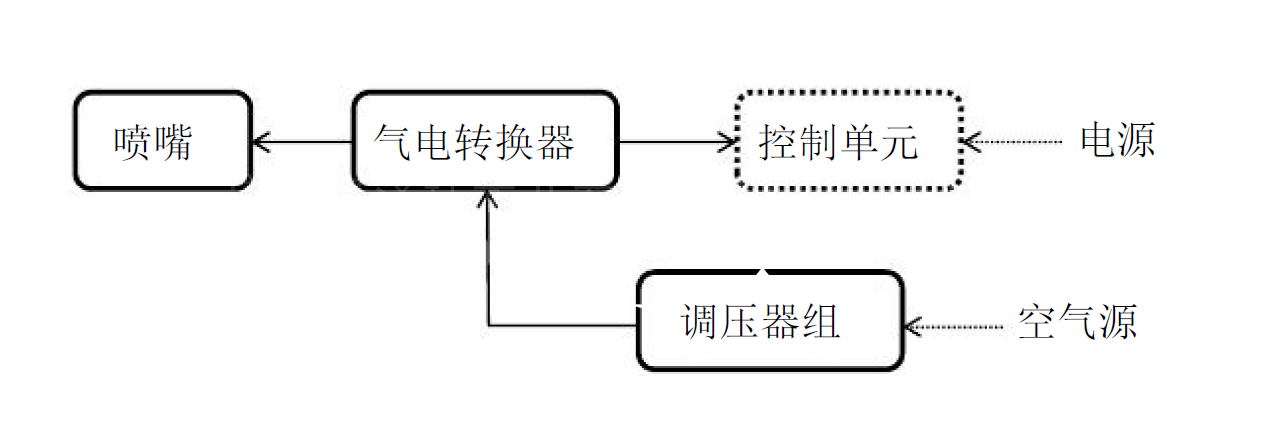
ע��:���aƷ��߾��Ȝy���x��,�����ÿ՚��^�V�b���ṩ������Դ��������ʹ��,�՚��^�V�b�����_��*С�^�Vֱ��0.3��m,������0.1PPM,��ˮ��85%���ϵ�Ҫ�����Դ���_�����l�Ĺ��ϲ��ڮaƷ������֮�ȣ�
��1������D�Q����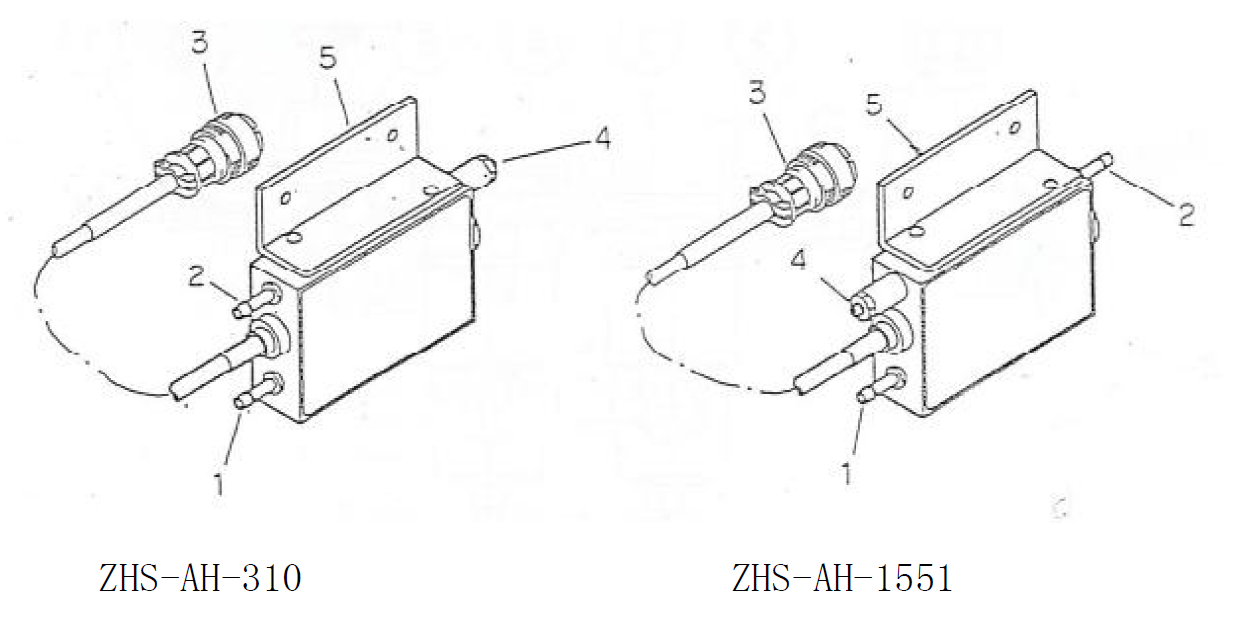
1 ���^�����{�����M�B�Ӛ��
2 ���^��������B�ӵ�������
3 �B�������B�ӵ����Ɔ�Ԫ
4 �Ś�ڣ�ͨ�����iס����Ҫ�{��
5 ֧�ܣ����b֧�ܣ����b�ڜy���^����*���������Ӱ푵ĵط�
��2���{�����M��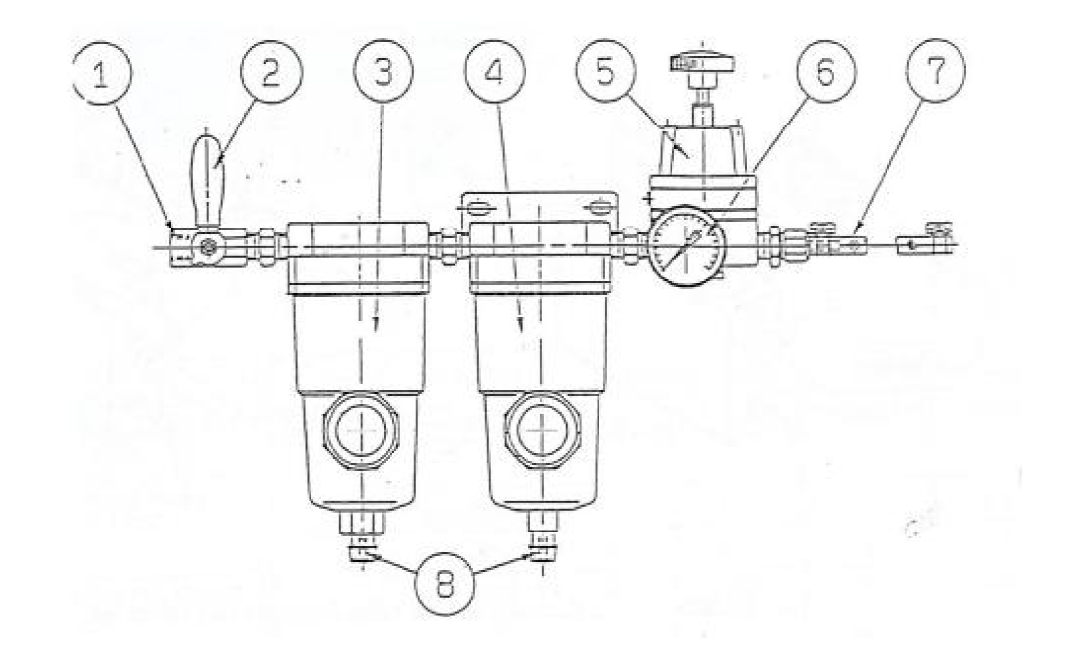
1 ������^���ṩ0.35-0.7MPa �ĉ��s�՚⣨PT1/4����
2 ���T�����ӻ�ֹͣ����D�Q���Ŀ՚����
3 �^�V�p���y���������s�՚��е�ˮ�֣�Ԫ����һ�N����Ę�֬�Ƴɣ��γɴ�ľW��ʹԪ���o��������˟o����QԪ����
4 ���F���x�����������s�՚��е����F�����m���ĕr�g�g��ȸ��Q�^�V����
5 �{�������{������D�Q���Ŀ՚≺���������������Gɫ������O��ָʾ���M���m���O�á�
6 ��������ָʾ�{���Ŀ՚≺����
7 ��ܣ��B�ӵ�����D�Q����
8 ��ˮ�ڣ��ų��՚��ОV����ˮ�֡�
��3����y�^���ã�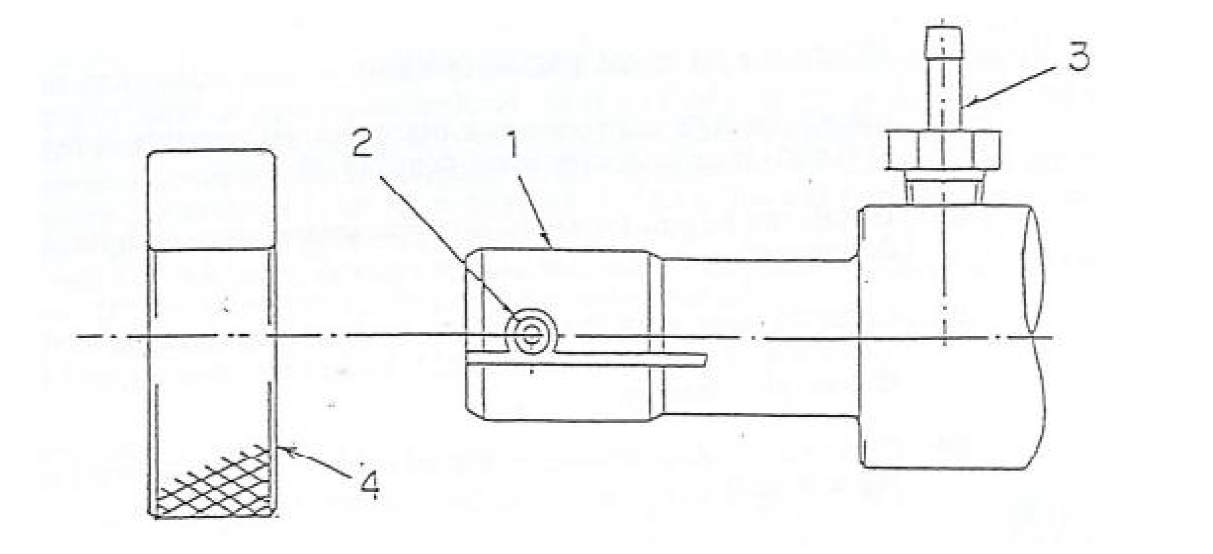
1 ����
2 ����
3 ���^���Ě���D�Q���B�Ӛ��
4 �˜ʼ�
����Z400��ĥ�ӹ����Ӝy���x�y��ǰ�ʂ䣺
��һ������ʹ�ò����ʂ�
1) ��y�^���b�ڜy��λ�á�
2) ������D�Q�����b���x����*���ĵط�����Ҫ����sҺ����м�����Ҫ�M����С��
3) ���{�����M���b���m����λ�ã����ŷſ����¡�
4) �������c�M����B�ӣ����������̶���ܡ�ʹ��y�^�͚���D�Q��֮�g�Ě�ܱM���̣ܶ��Д������L�ȡ�
5) ������D�Q����̖��|�B�ӵ����Ɔ�Ԫ�Ĝy���^���^��
6) ��0.35-0.7MPa �Ě�Դ�����{�����M�������Ή����{�����{��0.15mpa��������̖��0.25MPa����
7) ���ڿ����O�ÿ��a����ֵ�Ŀ��Ɔ�Ԫ�������O�Þ��30��m��
������ʹ��ǰ�ճ��z��
1) �z���Դ�Ƿ����������Ή����O����0.15MPa ��������̖��0.25MPa����
2)�z�����Ƿ�©�⡣
3)�z��Vˮ���ͳ��F���е���ˮ���������ˮ���^�����ų���
4)�z�释��͇��쌧���b���Լ����������Ƿ��л҉m����м��
���������c�{��
1) �ʂ���λҎ�����䰲�b���y��λ�á�
2) ���Ɔ�ԪָʾҪ�{�����c�Ĝy�^������D�Q�����Ĝy��ֵ�������܉�ָʾ���N�y��ֵ�Ŀ��Ɔ�Ԫ���x���У��ֵ��
3) ���y���^�{����y����B��
4) ���_����D�Q���Ś��{����ᔵ��i�o��ĸ���D���{�����ʹָʾֵ�_�����_ֵ��Ȼ����A�o��
5) ͨ�^���Ɔ�Ԫ�IJ��������A�o���ƫ�
6) �{���һ��Ҫ�M�б���У�ʡ�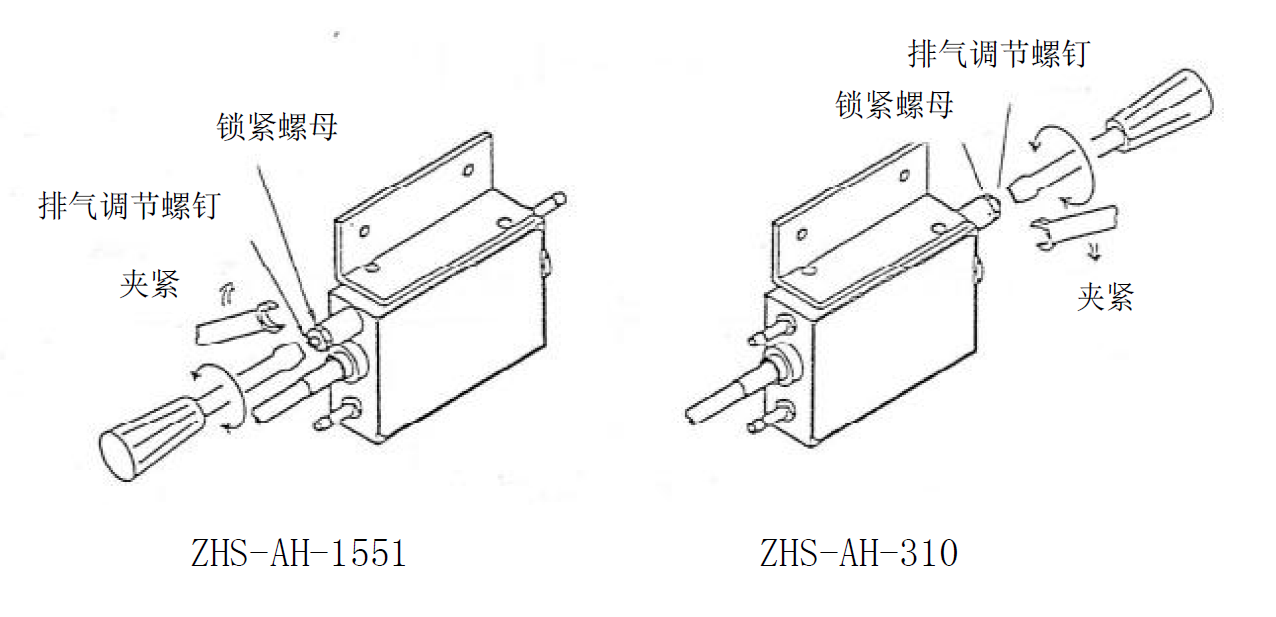
*��y�^����λҎ��ĥ�pʹָʾ���Ⱥ��؏��Խ��ͣ���ĥ�p�������Q�µġ�
����Z400��ĥ�ӹ����Ӝy���x�y�������f����
��һ���B�Ӛ�·��
1)���D1��ʾ�B�Ӛ�Դ�������^�V������·Ԫ����A/E ����D�Q������ĥ�^��Z400 ���ƃx��
2)��ԴҪ���������������ˮ���͵��s�|������·������©��F���^�����^�V���M��A/E �D�Q���ĉ��s�՚≺����0.15��0.2MPa��
3)A/E ����D�Q���M���������x��ĥ�^�^���ĵط����h�x����Դ��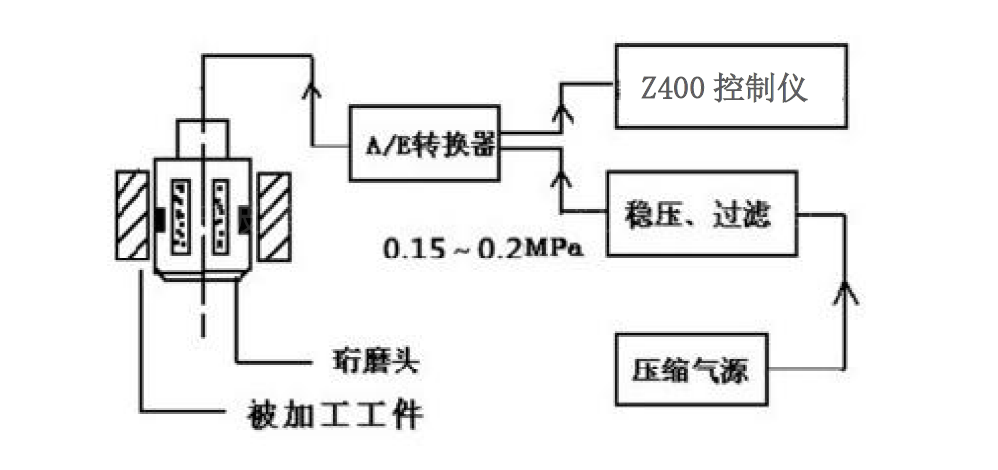
�������������{����
ZX400��ĥ�ӹ����Ӝy���x�֞��������ܴ��ڣ��y�����O�á��{�����_�C�y�������@ʾ���i����B���˕r�c���������I�o���������ٴ��c�����i���˰��I׃�����i��B�����������������M���_�C���棬�������·��ġ�+����-���I���a��������@ʾֵ�O����0���c�����{�������o��ϵ�y�M���{�����ڣ������@ʾG1��ӛ��@ʾֵ��С���{�������������y��ʹ�@ʾֵ׃��0 ����(��ֵ�ڡ�30 �ԃ�)���i�o���˕r���������㡿���o���@ʾֵ׃��0���y�^�a��ֵ�M������ֵ���������{���Y�����������ء����o���M��y�����漴���M�Мyԇ����������O�Å��� ���c�����O�á��M���O�ý��棬�c�����ֲ��֣������I�P�����M���O�á�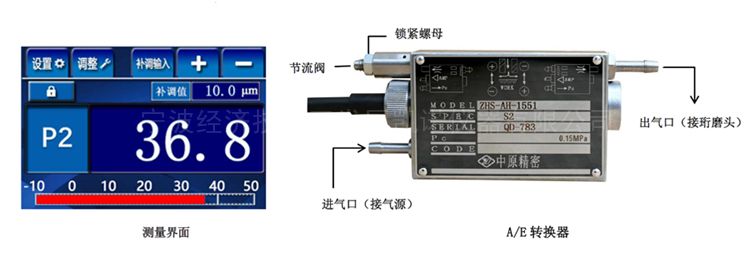
�������a�{ֵ�O����
���ӹ������Ĺ���ƫ�����ƫС������ͨ�^ֱ�Ӱ��ӿ��ƃx����ϡ�+���������I���a�L��ÿ����1 ������ϡ�+�����������a�{��+1��m���͡���1��m����
���ģ���̖�c�O����
�Ñ����Ը����aƷ�Ĺ�ˇҪ����O��������̖�c�Ĕ�ֵ��
�ȏ��y���r����̖�cҪ��P1��P2��P3��P4 �����磺P1=��40��m��P2=��20��m��P3=��10��m��P4=0����
���壩����ܣ�����ܡ��ж��_ʼ���ܵȣ�ԔՈ��ԃ�_�J��
����








-
�aƷ����
-
�aƷ���
-
��Ӌ/����ӷ����x
-
�h�����ñO�y�z�y�x��
-
���Ƭ�F�p�yԇ�x
-
���o늌��Ãx��
-
Easylaser���⌦�Ѓx�y��ϵ�y
-
����y���x
-
��������Ùz�y�x��
-
ĥ�ӹ����Ӝy�����ƃx
-
����ԇ���и�C
-
����ԇ����ĥ����C
-
����ԇ���Ƕ�C
-
����/���Vԇ��ɰ��ĥ�әC
-
����/�wҕ�@�R������ܛ��
-
����ԇ�ӺIJ�/�o��
-
���IӲ��Ӌ
-
�y��x
-
�ֲڶȜy���x
-
�Cе��Ӝyԇ�x�y��x
-
����Ӱ��y���x
-
����ɫ��x/�ֹ�yɫ�x/��Դ��
-
�νǶ�/��Ƕȹ�ɶȃx
-
����Ҽ�ˮ�|�����x��
-
늌W�z�y�O��
-
���W�z�y�x��
-
�����|���z�y/���̜y��
-
�h��ԇ���
-
ˮ�ݜyԇ�x/�t��y�x/�ضȃx
-
������ϵ�ЮaƷ
-
Ϳ����Ĥĥ��ճ�z�yԇ�x
-
�M���������x
-
��ɫ���Z�Ѵ��Ա�������
-
���a���Ա����������f��������
-
�ܵ�©ˮ�z�y�x
-
���I�ȸQ�R
-
��x����x
-
�� ��
- ϵ�ˣ���ϼ
- 늡�Ԓ��0574-55008768
- �֡��C��15058879207
- �����棺0574-55008769
- �]���䣺1828657507@qq.com
- �]������315800
- �ء�ַ�������б����^�L�����H��BB��1015
- �W��ַ�� https://liu1973.cn.goepe.com/
http://www.jieyi168.com
-
�aƷ����
-

HY139��x�|�������Ӌ -

��xHY139������Ӌ���ؘ� -

HY128��x�����Ӌ -

��xHY128�������yӋ�����x -

���VTCP-700X�|����·�ض�ӛ䛃x -

TCP-700Q���Vȫ���ܶ�·�ض�ӛ䛃x -

�|����������·�ض�ӛ䛃x���VTCP-700P -

��·�ضȌ��rӛ䛃x���VTCP-500X -
TCP-500XL���V��·�ض�ӛ䛃x -

������·�ض�ӛ䛃x���VTCP-500P -

���VTCP-400X�����Ͷ�·�ض�ӛ䛃x -

TCP-S���V�ֳ�ʽ��·�ض�ӛ䛃x -

YSD136���A������Ӌ���� -

YSD136���A���������yӋ�����x -

�I�l���m����Ӌ���AYSD136 -

�V�÷�����Ӌ���AYSD136 -

HM-TPK20-3AQF/W����ӰHIKMICRO�ڴ�ʽ�y�؟���x -
����ӰHIKMICROPCB�z���m�ÿڴ�ʽ����xHM-TPK09-1AQF/W -

HM-TPH36-10VF/W����ӰHIKMICRO�߶��ֳ֟���x -
����ӰHIKMICRO�o���ֳֹ��I����xHM-TPH26-7AQF/W
-
-
���u���]
-

�߾�����������y���x�W����LSG-1005 -

��늉���ܜy���Ŵ������AAWA5812 -

�P�ZQL-720A�����w��ˮ�֜yԇ�x -
TIME5300��ʽӲ��Ӌ -

ú�V���÷���������¶Ӌ���AASV5910-1K -

DMϵ��ֱ���R�_���ԾC�Ϝyԇ�xح֧�ַǘ˶��� -

UM-5DL����AحB����-�����y��x -

����PM-5���������y��x -

�r��TIME2500һ�wʽͿ�Ӝy��xح��Ʒ -

�P�ZBJ-X��y�ֳ�ʽ�����@�R -

SHϵ��ɽ�Ȕ��@������Ӌ���� -

DDS-10�̈́P�ZLED�W��y�كx -

TIME2601�r��TIME���wʽͿ僌Ӝy��x -

�·�����ӋAWA5688���A -

���A��������ӋYSD130
-